
精密钢管视频-大兴安岭市精密钢管-【同城】 【附近】可服务区域漠河|塔河|哈尔滨|鹤岗|齐齐哈尔|黑河|佳木斯|牡丹江|绥化
更新时间:2025-06-07 16:53:11
Tags: 耐磨钢板

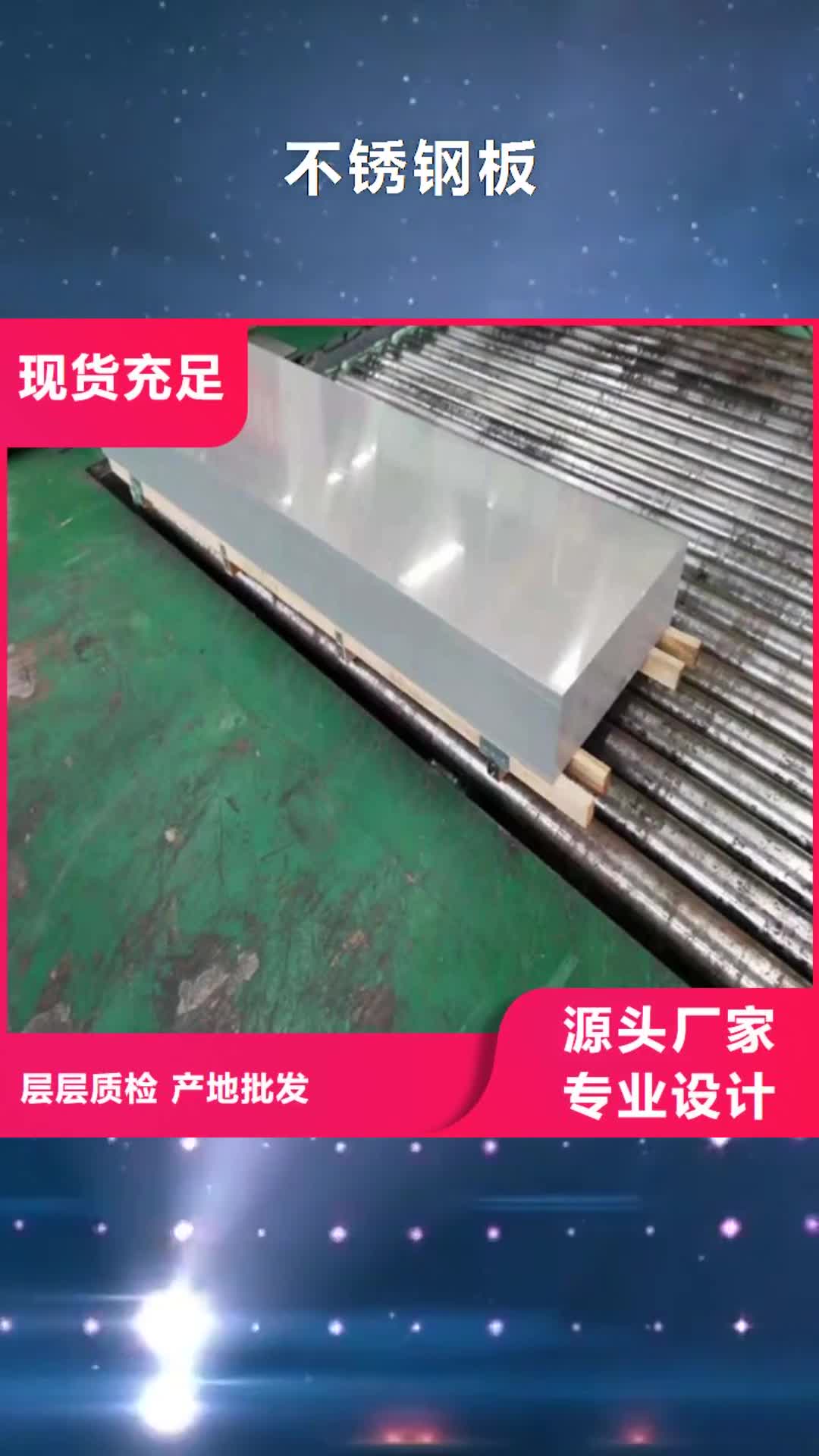


不要错过这部精心制作的耐磨钢板产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
| 是否厂家 | 鑫邦源 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 材质 | NM400 NM450 NM500 NM360 MN13 |
| 范围 | 总部设立于【],服务网络覆盖黑龙江省 大兴安岭市 哈尔滨市、齐齐哈尔市、鹤岗市、大庆市、佳木斯市、牡丹江市、黑河市、绥化市 呼玛县、塔河县、漠河市等区域。 |

耐磨钢板,这是耐磨钢板的店铺页面,9vlHxSf5r是由【鑫邦源特钢(大兴安岭市分公司)xingt2633-6】发布的,经过营业执照资质认证,信息长期有效,有需求的用户可随时拨打电话联系商家,联系人:颜经理,地址:经济开发区钢管城2排5号。

堆焊层硬度分别采用台式硬度仪TH320、便携式硬度仪HLN-11对研制双金属耐磨板的堆焊层进行了硬度测试,研制其堆焊层硬度平均值在60~65HRC之间,与同类产品相比,硬度优势较明显。堆焊层耐磨性为考察研制双金属耐磨板堆焊层在不同应力等级下的耐磨粒磨损性能,分别采用MLS-23型湿砂橡胶轮式磨料磨损试验机和SKODA磨损试验机进行了磨损试验。 湿砂橡胶轮式磨料磨损试验湿砂磨损试样尺寸:57mm25mm14mm,湿砂磨损试验参数如表6所示。试验前、后,将试样放入盛有的烧杯中,在超声波清洗仪中清洗5~9min,通过用万分之一克光学天平测量耐磨堆焊试样的失重量,以此来衡量堆焊层的耐磨性。 耐磨衬板的特点是用相应的焊接方法在工件表面堆敷一层具有一定性能材料的工艺过程,目的是增加工件的耐磨性能、耐热性能、耐腐蚀性能等。耐磨衬板的堆焊是焊接领域的一个重要的分支,耐磨衬板堆焊的优点是能充分发挥材料的性能优势,达到节约用材和延长零部件使用寿命等目的。 基本规律与一般焊接相似。所以耐磨衬板的堆焊有如下特点:堆焊层的合金成分是决定堆焊效果的主要因素:被堆焊的材料种类繁多,只有采用合适的堆焊合金才能达到预期的使用要求。合理选择堆焊层的合金系统,这样才能使堆焊零件具有较高的使用寿命。

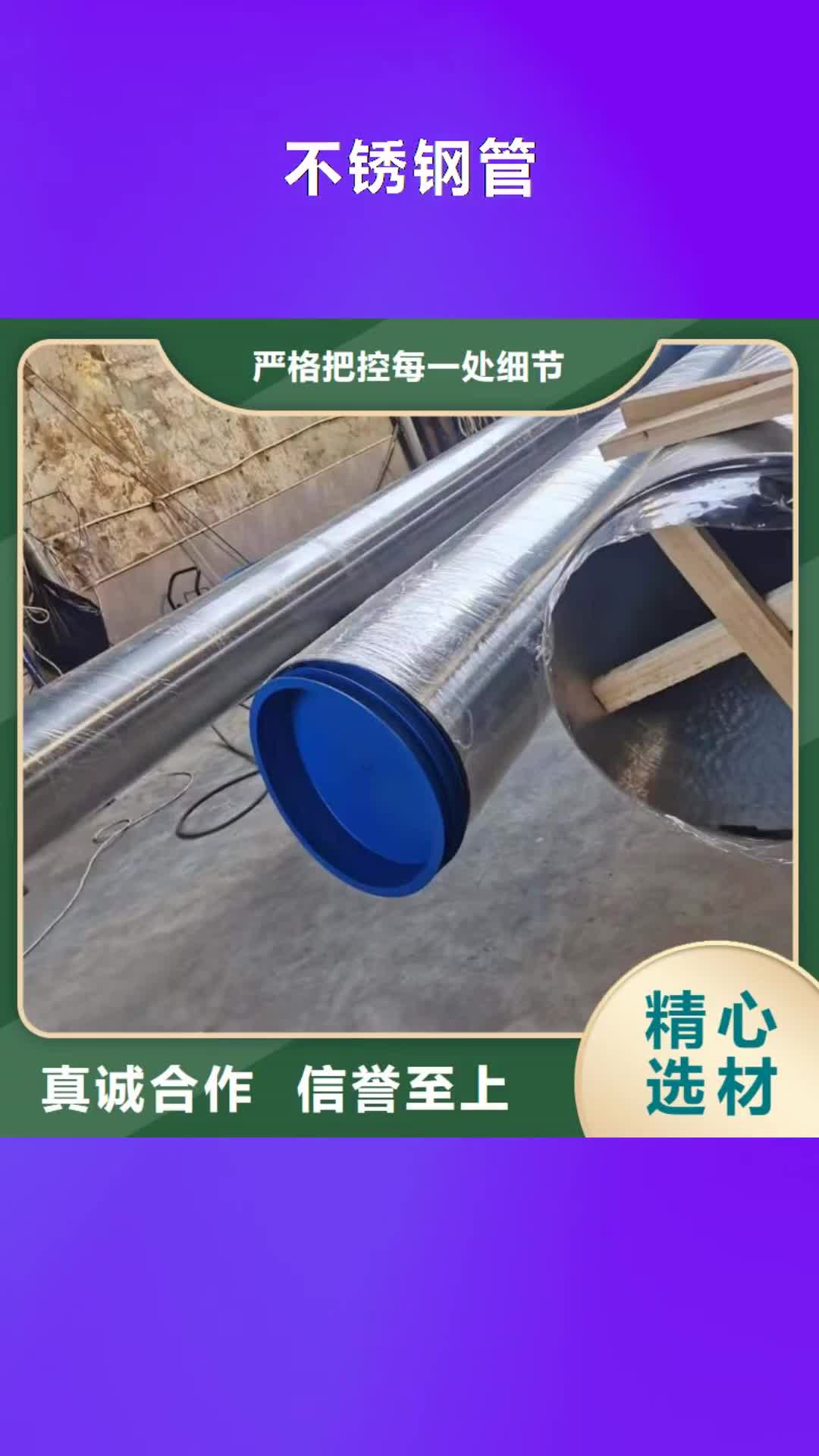
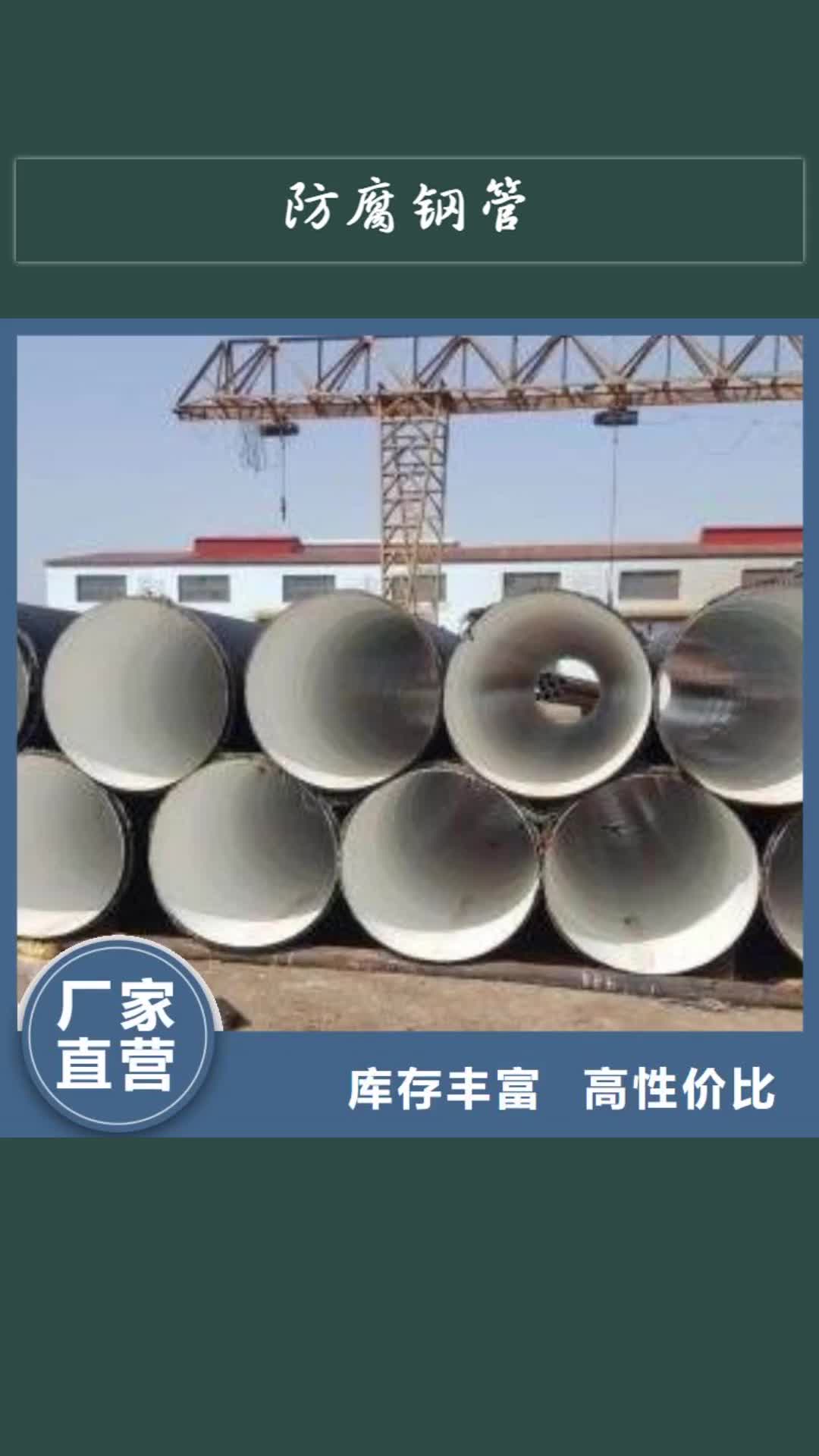
煤化工行业因筛焦量大,磨损极为严重,是焦化行业典型的易损件。约需花费 的时间,极大的影响了生产进度。,连续使用6~7个月以上,筛分焦炭25万t,表面5mm厚的耐磨层仍磨损较轻,可继续使用,寿命10倍以上。 焦化厂给料机入料口与衬板也是磨损严重的易损件,是长期未解决的生产难题。采用耐磨衬板制造的入口和衬板使用1年多,入料口一次也没有维修更换,衬板耐磨层表面磨损甚微,初步估算,使用寿命均可8~10倍以上。选煤行业选煤系统中弯头、三通等管道附件、介质管道、介质分流箱、泵体、筛板、落煤溜槽、旋流器溢流管、入料保护箱等设备都是承受中强冲击磨损和磨粒磨损的设备。 利用耐磨衬板制备耐磨管/管件或在溜槽内部铺设复合板作为耐磨层,可显著设备的耐磨性,延长其使用寿命,应用良好。将加工好的耐磨衬板利用塞焊或螺栓连接的方法焊接在易磨损管道的内部,即制成具有良好耐磨耐冲击性能的耐磨管,也可直接下料制成耐磨零部件安装,如直接切割下料制作成耐磨弯头,设备耐磨性。 燃煤发电厂利用耐磨衬板制备电厂煤粉灰输送管道、中速磨煤机部件、破碎机部件、一次风机叶片、磨煤机入口风箱、选粉机进料斗、导向叶片、缓冲板、空气处理系统、运输机等设备,可工件检修更换,降低工人?。

相反,如果电弧燃烧不,使得熔滴过渡时飞溉现象严重,焊缝成型差,焊缝熔深浅,以及产生气孔或者夹渣等缺陷,焊接质量就会低。影响电弧性的因素有焊接电源种类及特性、焊接电流、焊接电压和焊剂成分以及电弧磁偏吹等,操作人员的熟练程度以及工件表面的清洁程度也会对电弧性产生影响。 生产中焊接电弧性的措施和方法是:对于采用交流电源的焊接方法,其电弧性问题主要是电流过零时电弧再引燃困难,可以通过添加脉冲电流或者在焊接电路中串联电感来改善电弧的性。复合耐磨板焊接时两块耐磨板之间距离对电弧性有影响,所以两块复合耐磨板间距要得当。 也可以采用特殊的电流波形比如双凹电流波形来解决电弧性问题。复合耐磨板中加入稳弧剂,使得电弧空间电离度增大,带电粒子更容易产生,电弧性也可以得到。焊接在工业生产制造和现代化建设中发挥着重要的作用,对于焊接质量的监测显得尤为重要,而电弧性又是影响焊接质量的一个重要因素。 焊接工艺性能由于自保护双金属耐磨板的工艺参数适应性小,所以试验中对其进行了。双金属耐磨板58-O,60-O的焊接工艺性能优良:电弧燃烧,焊道成形好,飞溅少,气孔很少,堆焊层致密无缩松,表面有少量渣点,不予清理不影响连续多层焊接,烟尘不大,噪声低。






大家都爱看





